Pakowanie klocków hamulcowych
KONTEKST REALIZACJI
W sytuacji gdy przez linię produkcyjną przechodzi kilkaset produktów operacje wybierania i pakowania stanowią wyzwanie dla operatorów. Wybranie odpowiedniego elementu z taśmy, lub tempo z jakim trzeba wykonać taką operację wymaga od pracownika ciągłego skupienia i dokładności w wykonywanych czynnościach, nie wspominając już, że wszystkie te czynności muszą być wykonywane możliwie najszybciej, aby nie spowodować przestoju lub opóźnień w produkcji.
Roboty, czy wybierają konkretny wskazany im element, czy po prostu kolejny dostępny, mogą wykonywać te zadania bez odpoczynku i zachowując zdecydowanie większą efektywność pracy w stosunku do człowieka. Dodatkowo korzystając z specjalistycznego, dedykowanego oprogramowania można skoordynować pracę maszyn i po raz kolejny zwiększyć jej efektywność. Pozwoli to nie tylko zaoszczędzić cenny czas, ale także obniży koszt produkcji względem jego realizacji za pośrednictwem operacji wykonywanych przez pracowników.
Roboty, czy wybierają konkretny wskazany im element, czy po prostu kolejny dostępny, mogą wykonywać te zadania bez odpoczynku i zachowując zdecydowanie większą efektywność pracy w stosunku do człowieka. Dodatkowo korzystając z specjalistycznego, dedykowanego oprogramowania można skoordynować pracę maszyn i po raz kolejny zwiększyć jej efektywność. Pozwoli to nie tylko zaoszczędzić cenny czas, ale także obniży koszt produkcji względem jego realizacji za pośrednictwem operacji wykonywanych przez pracowników.
WSPÓŁPRACA I WDROŻENIE
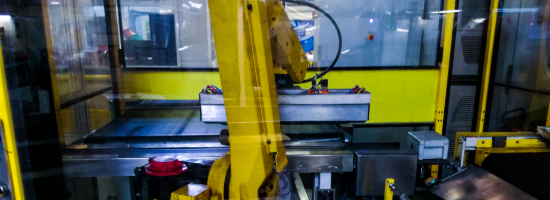
Ze względu na charakter i ułożenie hali produkcyjnej na taśmociąg zbiorczy, który dotychczas obsługiwany był przez pracowników trafiały różne modele klocków hamulcowych. W wielu przypadkach różnice pomiędzy modelami to niewielkie, aczkolwiek istotne detale, takie jak kształt, obecność elementów składowych czy drobne różnice w wymiarach. W sytuacji gdy na analizę i przypisanie do konkretnego modelu pracownik ma niewiele mniej niż 5 sekund ryzyko powstania błędu jest wysokie, a podejmowania decyzji nie ułatwia stałe przemieszczanie się produktów na taśmociągu.
W przedstawionej sytuacji zastosowanie robota sortującego pozwoli na precyzyjną identyfikację obiektu opierając się na identyfikacji wizualnej dostępnej dzięki zastosowaniu wysokiej klasy sensorów. Dodatkowo korzystając z zautomatyzowanego rozwiązania możliwe jest szybsze sortowanie i przenoszenie klocków hamulcowych. Średni czas, jaki potrzebuje robot na poprawną identyfikację i przeniesienie wynosi niecałe 2 sekundy, co biorąc pod uwagę obecne tempo produkcji oznacza, że do pełnego zautomatyzowania tego segmentu produkcji wymagane są jedynie 2 maszyny.
W przedstawionej sytuacji zastosowanie robota sortującego pozwoli na precyzyjną identyfikację obiektu opierając się na identyfikacji wizualnej dostępnej dzięki zastosowaniu wysokiej klasy sensorów. Dodatkowo korzystając z zautomatyzowanego rozwiązania możliwe jest szybsze sortowanie i przenoszenie klocków hamulcowych. Średni czas, jaki potrzebuje robot na poprawną identyfikację i przeniesienie wynosi niecałe 2 sekundy, co biorąc pod uwagę obecne tempo produkcji oznacza, że do pełnego zautomatyzowania tego segmentu produkcji wymagane są jedynie 2 maszyny.
KORZYŚCI
Technologia wizualnego śledzenia linii pozwala na skoordynowanie pracy nawet czterech robotów, tak, aby mogły za pomocą systemu wizyjnego realizować proces sortowania i pobierania elementów ułożonych w sposób losowy na poruszającym się przenośniku taśmowym, z dokładnością znacząco przewyższającą ludzkie możliwości.
Roboty są specjalnie przystosowane do pracy w środowiskach, które muszą spełniać określone warunki. Pozwala to nie tylko uzyskać możliwie najwyższą jakość wyrobów, ale także nie zdegradować jej w dalszym etapie produkcji przez niewłaściwy transport lub przechowywanie.
Dostarczone oprogramowanie służące do wirtualizacji śledzenia umożliwia symulację systemów wizualnego śledzenia z zastosowaniem wielu robotów, zanim zostaną one zainstalowane w rzeczywistym systemie produkcyjnym. Pozwala również na bieżące monitorowanie pracy robotów sortujących i ewentualną konfigurację jego parametrów w czasie rzeczywistym bez konieczności zatrzymywania produkcji.
Skoordynowane roboty mogą obsłużyć nawet do 3600 operacji przeniesienia, używając inteligentnych systemów monitorowania są w stanie balansować przepływ w danym kierunku, lub usuwać elementy, w których została potencjalnie wykryta wada powstała w procesie produkcji.